Categories
7FA
Borescope
Non Destructive Testing
Secure Multi Party Computation
The Compiler
Uncategorized
Book Your
Consultation
Surface Crack Detection with Visible Dye Penetrant Testing — Finding Defects Before They Force a Shutdown
Cracks in hot gas path hardware don’t announce themselves on your instrumentation. They initiate at stress concentrations, propagate through thermal cycles, and remain invisible to external monitoring until they’ve advanced far enough to force a shutdown. By that point, the defect that triggered the failure was detectable weeks or months earlier — if the right inspection method had been deployed.
Visible Dye Penetrant Testing is the most field-deployable nondestructive testing method for surface crack detection on gas turbine components, pressure vessels, welds, and castings. It works on metals, ceramics, and plastics without magnetization, produces visible indications that can be evaluated against OEM service limits on-site, and integrates cleanly into any planned outage window.
This article covers how liquid penetrant testing works, what types of dye penetrant apply to which conditions, and where the method fits in a defensible turbine maintenance program.
Key Takeaways
- Dye penetrant inspection detects surface-breaking defects such as cracks, porosity, and weld discontinuities that external visual checks and instrumentation cannot identify.
- Capillary action draws liquid penetrant into open defects; developer then draws the penetrant back to the surface, creating a visible indication against a white background.
- Dwell time, excess penetrant removal method, and developer application are the three process variables that determine result reliability — errors in any one compromise the inspection.
- Visible Dye Penetrant Testing evaluates indications under standard white light; fluorescent penetrant inspection requires ultraviolet lighting and a darkened environment.
- Penetrant inspection is limited to surface-only detection — subsurface defects require eddy current or ultrasonic NDT methods.
- On gas turbine components, dye penetrant inspection is applied to compressor blades, nozzle segments, transition pieces, and weld joints at access points confirmed during borescope evaluation.
- Advanced Turbine Support delivers dye penetrant inspection as part of field NDT mobilizations on GE Frame, Siemens-Westinghouse, Mitsubishi, and aeroderivative platforms — with findings reported within 24 hours.
Why Dye Penetrant Inspection Catches What Visual Checks Miss
Surface Defects That Don’t Show Up on Instruments
A surface crack less than a few thousandths of an inch wide can remain invisible to direct visual examination while propagating steadily under continued thermal and mechanical loading.
External instrumentation — exhaust temperature spreads, vibration trending, performance deltas — tells you something has changed. It does not tell you where the defect is, how far it has progressed, or whether you have days or cycles before it forces a shutdown.
Direct visual inspection identifies surface flaws large enough to see under good lighting. It does not reliably detect tight fatigue cracks at blade root transitions, hairline cracking at weld toes, or porosity in cast hardware — the surface defects that precede component failures on gas turbines.
Visible Dye Penetrant inspection closes that gap.
Penetrants to detect these discontinuities work by using surface tension and capillary action to draw dye into defects like cracks that are open to the surface, then using developer to draw the penetrant back out and form a visible indication against a contrasting white background.
The Cost of Missing a Crack
On a gas turbine, a missed crack at a Stage 1 nozzle segment or transition piece weld does not stay missed. Each operating cycle loads the defect further. When that component reaches a failure point, you’re looking at 4–8 weeks of unplanned downtime, emergency parts procurement, and a repair scope that has expanded well beyond what a planned evaluation and targeted repair would have cost.
Visible Dye Penetrant Testing conducted within a planned outage window — or as part of a combined borescope and NDT mobilization — costs a fraction of a single forced outage event.
How Liquid Penetrant Testing Works
Applying the Penetrant and Setting Dwell Time
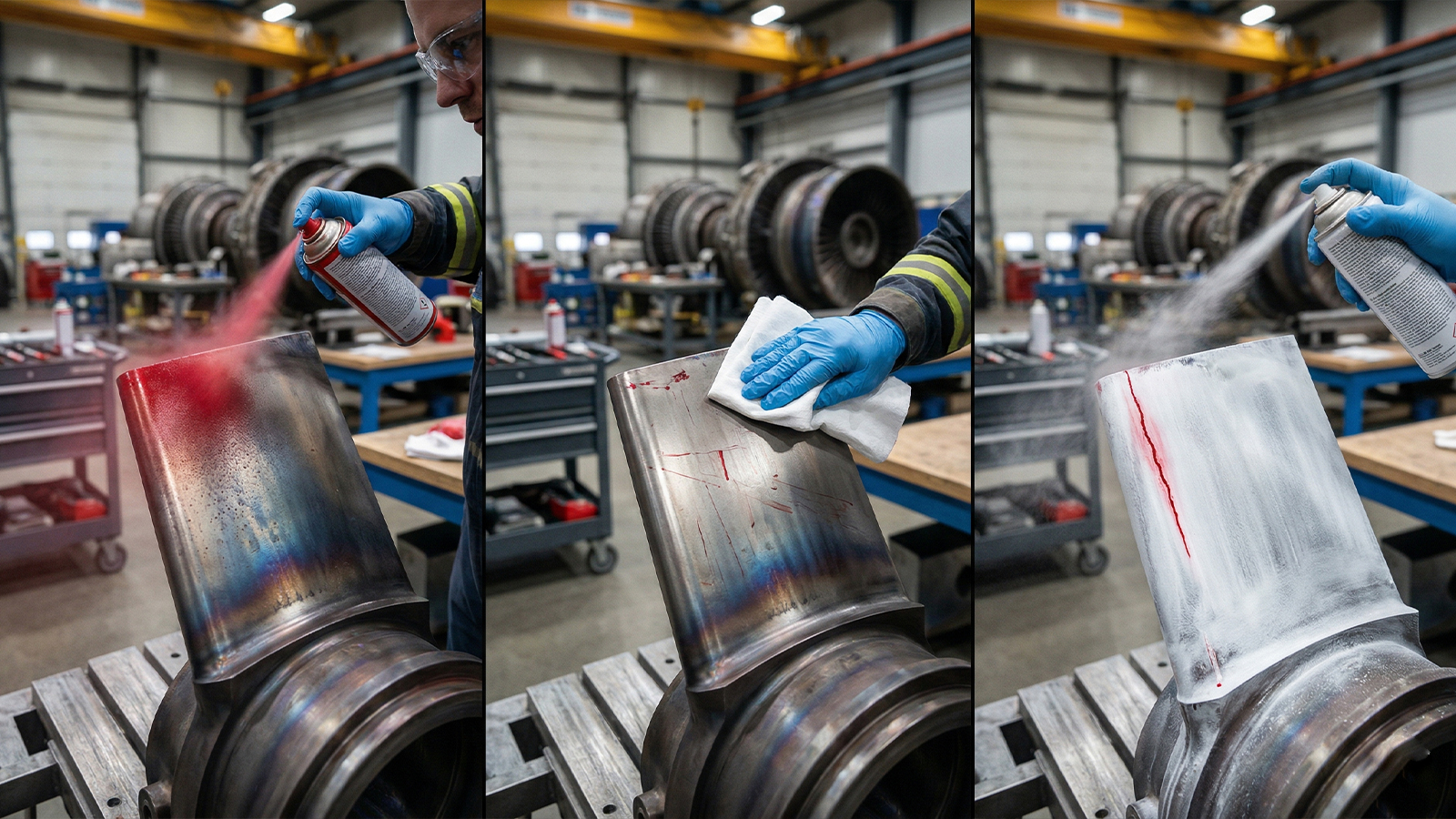
Liquid penetrant testing begins with surface preparation. The test surface must be free of oil, grease, coating, scale, and contamination that would block the penetrant from entering discontinuities. Solvent cleaning is the standard preparation method for field turbine work — solvent removes organic contamination and leaves a clean surface ready for penetrant application.
Once the surface has been prepared, the penetrant is applied to the test surface by spray, brush, or immersion. Aerosol spray is standard for field applications on turbine components. Applying the penetrant uniformly ensures full coverage across the inspection area. The penetrant is then allowed to dwell on the surface for a set period — dwell time is the interval during which capillary action draws the liquid into any defect open to the surface.
For most turbine field applications, dwell time runs 10–30 minutes depending on formulation and the type of defect being evaluated. Insufficient dwell time is one of the most common causes of missed indications.
Excess Penetrant Removal
Once dwell time has elapsed, the goal is to remove excess penetrant from the surface without extracting penetrant from defects. This is where technique matters most.
The method used to remove excess penetrant depends on the type of penetrant used: solvent-removable systems are wiped off using a clean, lint-free towel dampened with solvent — never sprayed directly onto the surface, which would flush penetrant from the discontinuities you’re trying to find. Water-washable penetrant is removed with a controlled water rinse.
Excess penetrant is then removed only from the background surface; penetrant that has been drawn into discontinuities remains trapped. Excess penetrant has been removed correctly when the surface shows no background staining under the applicable lighting conditions. Penetrant removal is complete when the contrast conditions for reliable indication evaluation are met.
Developer Application and Reading the Results
Once the penetrant has been removed, developer is applied to draw the penetrant out of defects and onto the surface where it becomes visible. White developer — a fine white powder in aerosol suspension — is sprayed in a thin, even coat onto the surface. The developer acts as a blotter: it draws penetrant from defects through absorption, creating visible indications against the white background.
In Visible Dye Penetrant Testing, a red indication on white developer is the standard result. The inspector uses visible light to evaluate each indication for length, orientation, and severity against OEM service limits. A linear indication on a nozzle segment platform is measured and documented before any disposition decision is made. Creating visible indications that accurately represent the defect requires proper developer dwell — typically 10 minutes minimum after developer is applied before evaluation begins.

Types of Dye Penetrant and When to Use Each
Visible Dye Penetrant vs. Fluorescent Penetrants
The most important distinction between types of dye penetrant is how indications are made visible. Visible Dye Penetrant Testing uses red dye evaluated under standard white light — no UV equipment required, no darkened inspection environment. Most field Visible Dye Penetrant Testing is conducted using visible dye systems for this reason.
When Visible Dye Penetrant Testing is conducted in plant environments without controlled lighting, Visible Dye Penetrant Testing is the reliable, practical standard.
Fluorescent penetrants use dyes that fluoresce under ultraviolet light, producing bright yellow-green indications against a dark background. Fluorescent penetrant inspection offers higher sensitivity for very tight or small defects and is the standard for aerospace overhaul and high-criticality component evaluation. When your testing needs require minimum detectable crack sizes below what visible Visible Dye Penetrant Testing delivers, fluorescent penetrant is the appropriate upgrade.
Type of Dye Penetrant by Removal Method
Beyond the visible versus fluorescent distinction, the type of dye penetrant and developer used determines the removal method and application environment. Solvent-removable systems are the standard for field turbine work — portable, compatible with localized inspection, and effective on the component geometries typical in hot gas path hardware. A water-washable penetrant system suits shop environments where full wash capability is available. Matching the type of penetrant used to the access conditions and geometry of the component is part of defining a properly scoped testing method.
Contact Advanced Turbine Support today to discuss which dye penetrant inspection approach fits your next planned outage. Our NDT teams are available 24/7 worldwide.

Where Visible Visible Dye Penetrant Testing Fits in Your Turbine Maintenance Program
Welds, Castings, and Hot Section Hardware
Dye penetrant inspection is applied across the full range of turbine component types and materials. Dye penetrant inspection is routinely applied to:
- Weld joints on pressure-containing hardware — evaluated for toe cracks, lack-of-fusion indications, and porosity
- Investment castings: nozzle segments, transition pieces, and first-stage buckets inspected for casting defects and service-induced fatigue cracking
- Compressor blades, particularly R0 and forward-stage hardware exposed to inlet erosion and FOD events
- Ceramics and compatible plastics where surface defects may affect service life and destructive examination is not an option
This material flexibility is a direct advantage over magnetic particle testing, which is limited to ferromagnetic components. Dye penetrant inspection is an NDT method that uses penetrant chemistry to inspect the surface across the full range of turbine materials, regardless of magnetic properties.
Combining NDT Methods to Meet Quality Standards
Surface-only detection is the defined boundary of penetrant inspection — the method will not find subsurface defects or characterize crack depth below the surface.
Non-destructive testing performed to modern standards typically combines dye penetrant and eddy current methods at the same access point, giving you both surface and near-surface defect data within a single mobilization.
Magnaflux-qualified procedures applied by Advanced Turbine Support field teams ensure that the chemicals used, process parameters, and evaluation criteria all meet quality standards for turbine component service acceptance.
Safeguard Your Assets – Closing Summary
Visible Dye Penetrant Testing is one of the highest-value NDT options available for surface crack detection on turbine hardware. It is fast to mobilize, material-flexible, and produces documented findings that can be evaluated against OEM service limits without removing components from service. When performed correctly — with controlled dwell time, disciplined penetrant removal, and consistent developer application — liquid penetrant inspection reliably identifies the surface defects that could otherwise remain uncharacterized until your next major teardown.
For your planned outage windows, integrating dye penetrant inspection alongside borescope evaluation and eddy current testing eliminates redundant mobilizations and produces a complete condition picture from a single event. The cost of adding NDT to a planned window is a fraction of what a missed crack costs when it forces your next shutdown.
Contact Advanced Turbine Support today to add dye penetrant inspection to your next planned outage or event-driven assessment. Our field teams mobilize worldwide and deliver findings within 24 hours on GE Frame, Siemens-Westinghouse, Mitsubishi, and aeroderivative platforms.
Next Posts
Surface Crack Detection with Visible Dye Penetrants
admin March 13, 2026
Importance of Borescope Inspections During Gas Turbine Outages
admin March 6, 2026
Borescope Strategies for Combined-Cycle Plants
admin February 28, 2026